Центр 3D прототипирования
Почта:
mail@iges.space
mail@iges.space

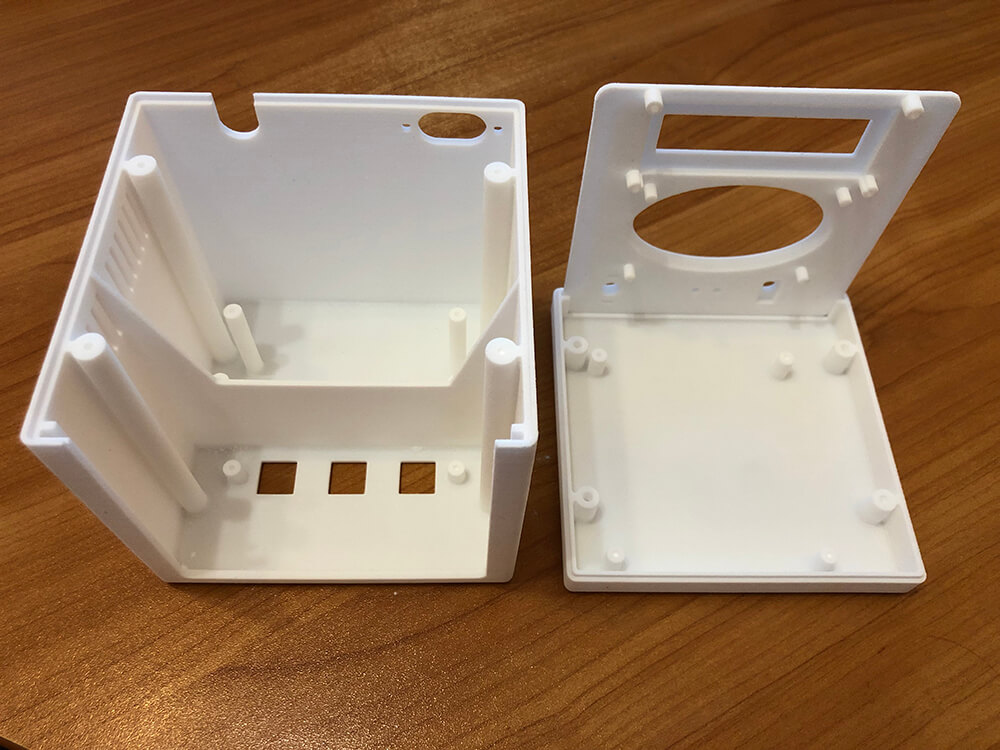
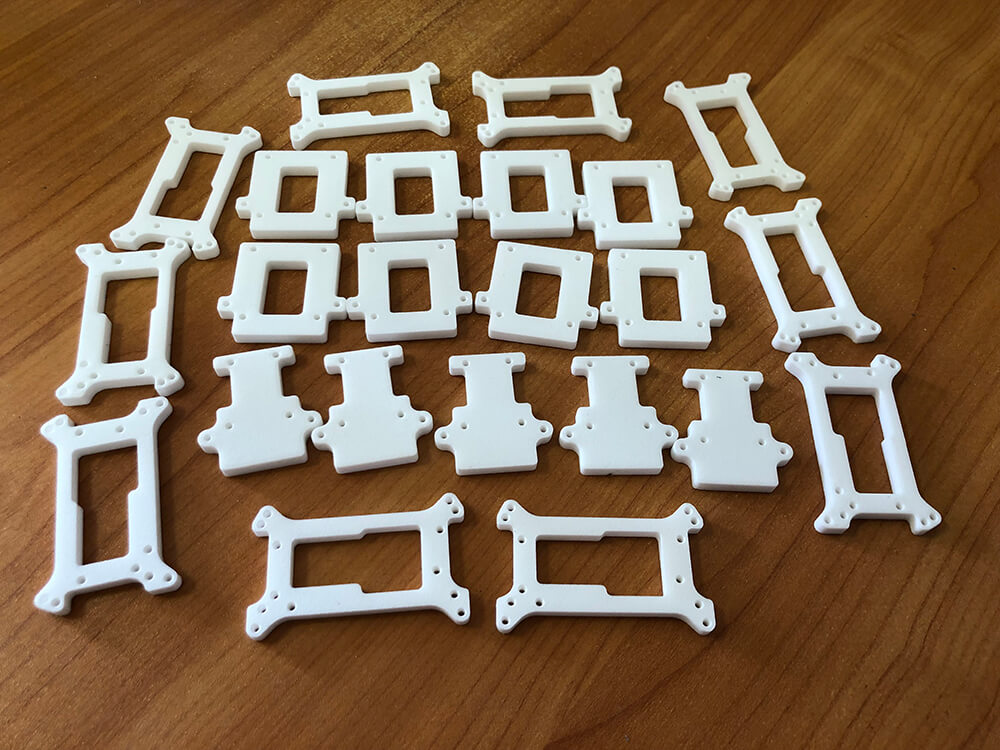
Услуги SLS 3Д печати из полиамида направлены на создание функциональных изделий, технических деталей с высокой точностью конструкции и дизайнерского решения. Современная технология 3D печати существенно экономит затраты на выпуск определенных видов продукции.
От создания графического эскиза до непосредственной печати на принтере, не займет много времени. Конечный результат зависит от качества и полноты исходных данных в поставленной задаче. Есть возможность изготовить изделие из полиамида по фото. Чтобы заказать изготовление изделия любой конфигурации, нужно обратиться к опытным специалистам нашей компании — по телефону +7 (812) 980-80-35 или через форму обратной связи. Вы получите исчерпывающую консультацию и расчет стоимости работы.
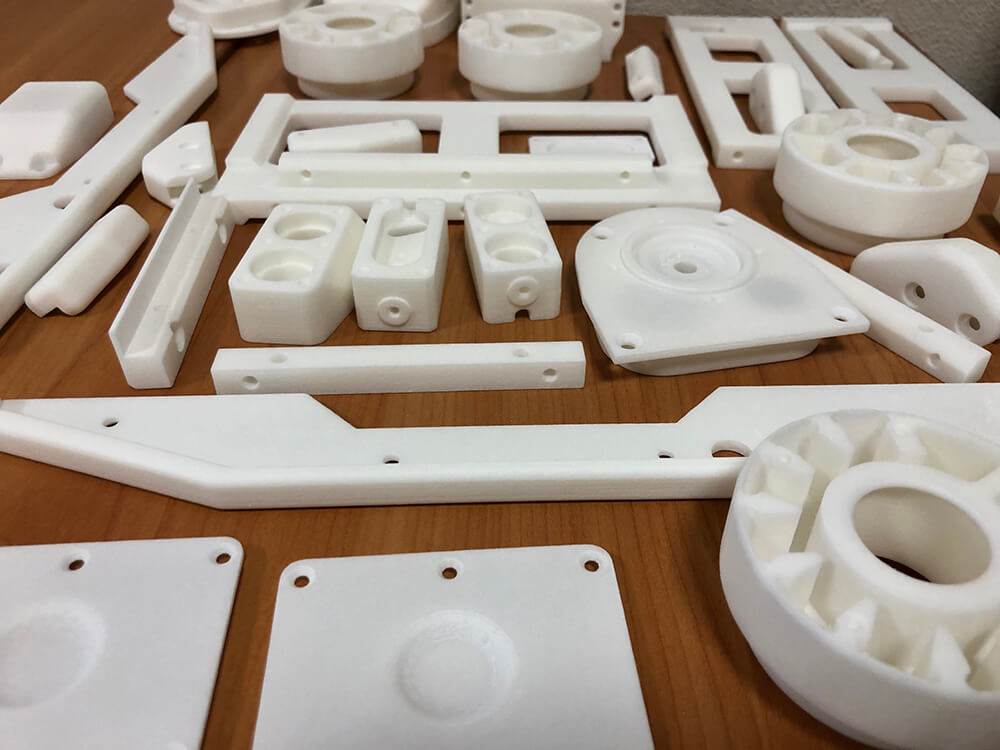
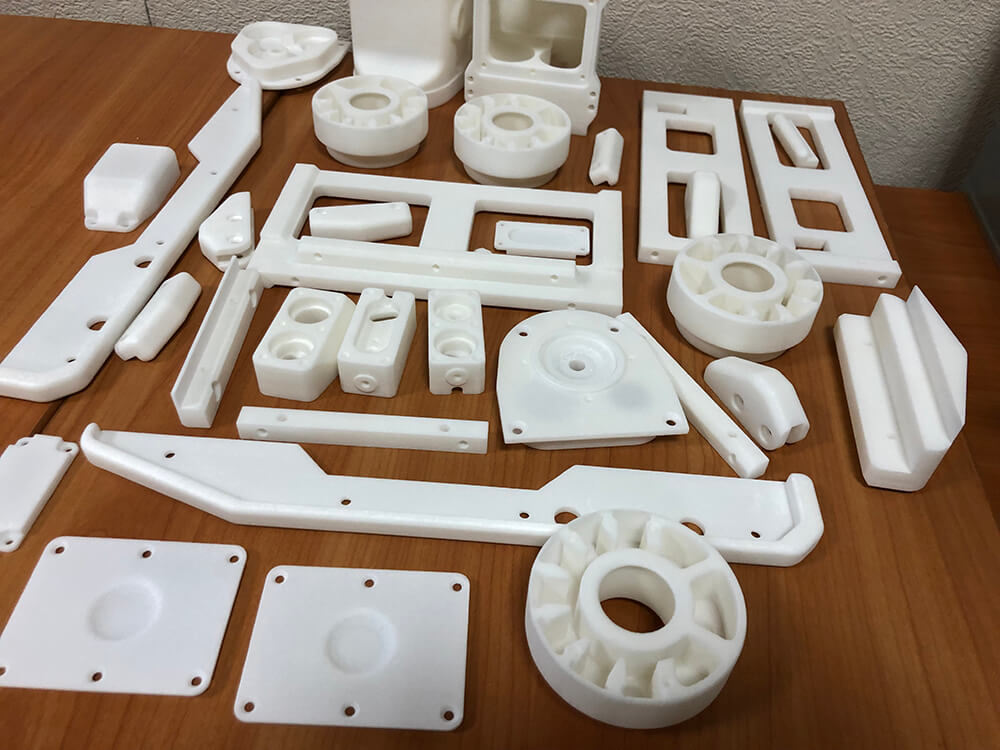
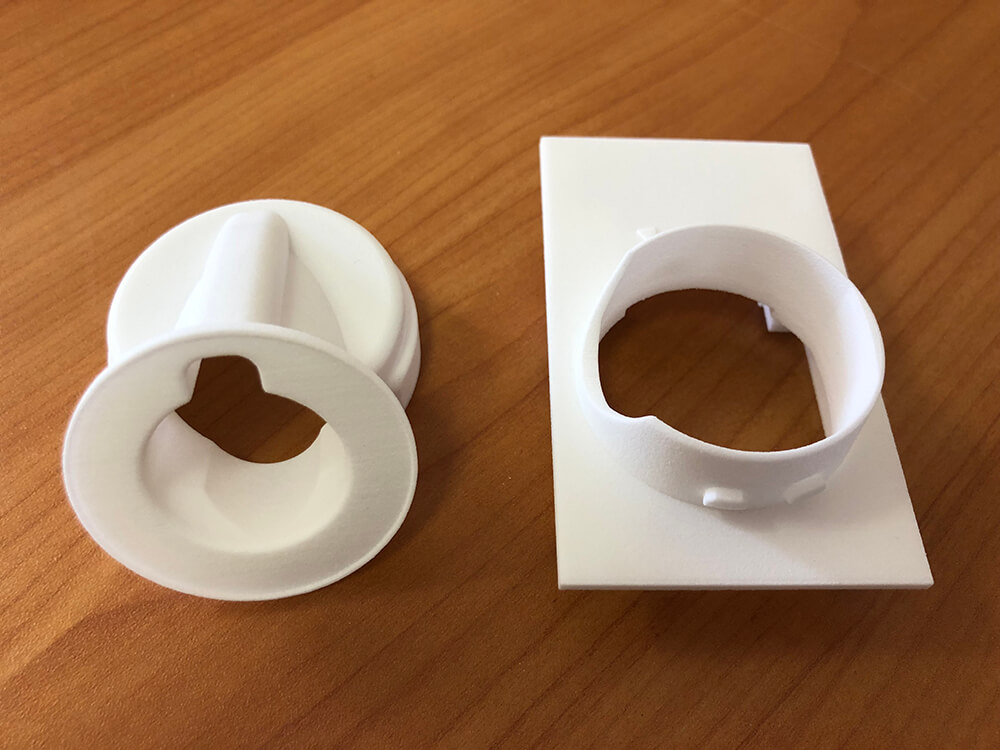
Методика 3Д печати эффективно воспроизводит сувенирную продукцию, игрушечные фигурки, предметы интерьера, уникальные аксессуары, бижутерию. Это бизнес-решение — широкий простор для реализации смелых и творческих идей. Технология способна смоделировать дизайнерские макеты и предметы, создать уникальные изделия.
Многообразие форм и широкий выбор функциональной направленности готовых изделий обеспечиваются благодаря высокоточному оборудованию и универсальным физическим свойствам материала.
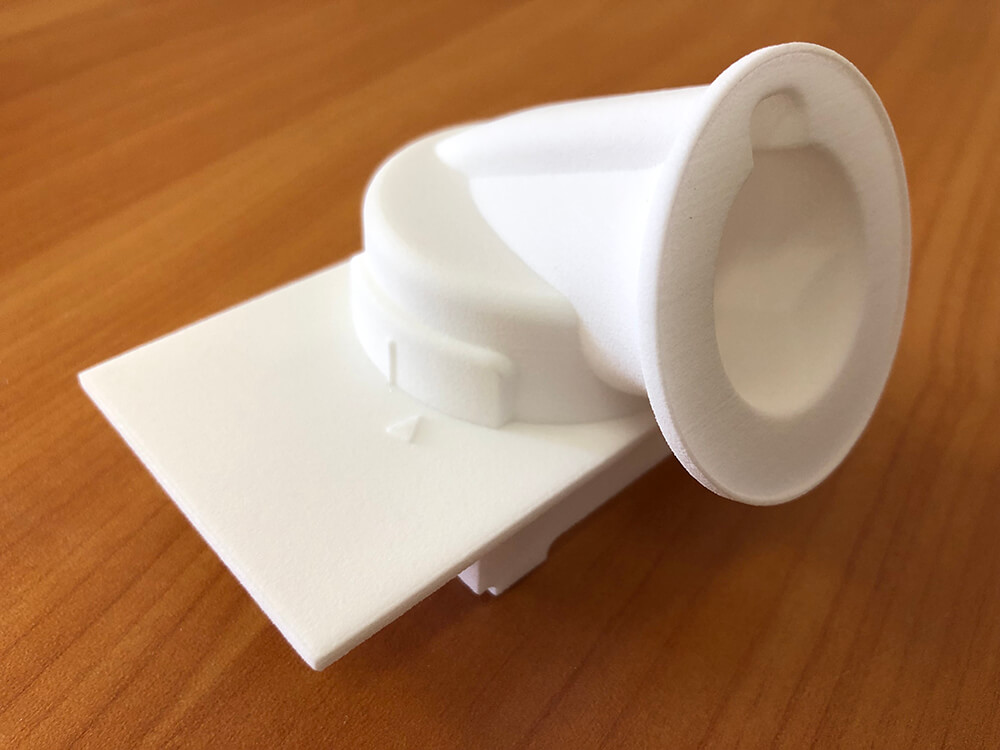
В промышленных 3Д принтерах способом селективного лазерного спекания, возможно, создавать сложные конструкции и предметы нужной формы. Полиамид (РА), который является сырьем в 3Д печати, представляет собой пластик с физическими параметрами высокой прочности. Его характеризуют: умеренная эластичность, легкость и повышенная гигроскопичность. Полимер не горит, но при достижении высокой температуры — плавится. Чтобы справиться с повышенной гигроскопичностью нейлона, гранулы порошка подвергают сушке.
Для 3D печати из полиамида используется 2 вида материала: полиамид (нейлон) и стеклонаполненный полиамид. Основное отличие между ними заключается в повышенной прочности, износоустойчивости стеклонаполненного полиамида. Данный фактор следует учитывать перед изготовлением соответствующих деталей, технических изделий.
Рассмотрим основные пункты:
Гигроскопичность, следует учитывать при эксплуатации изделий в условиях повышенной влажности окружающей среды;
Термическая неустойчивость влияет на стабильное состояние изделий из полиамида.
Короткий временной интервал температурной обработки требует строгое соблюдение условий технологического процесса при «выращивании» изделия.
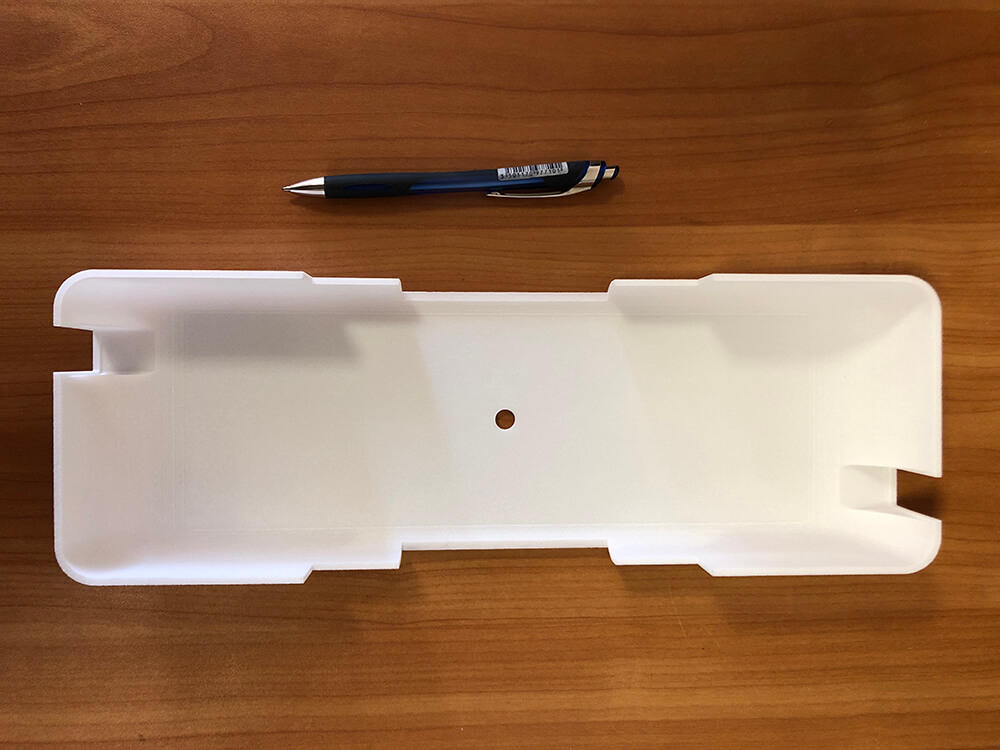
Гибкость материала играет важную роль при выполнении заказов с большой площадью поверхности. В готовом изделии с толстыми стенками эластичность полимера незначительна. В объемных изделиях в процессе производства 3Д моделей возможна деформация бортиков и перегородок.
По причине гибкости полимера рекомендовано разбить процесс изготовления на 2 этапа.
Последовательность такая:
Мы оказываем дополнительный перечень услуг:
Окрашивание белого полимера способом травления или аэрозольной краской. Цветовая гамма на выбор заказчика предварительно обговаривается с менеджером.
Последующее покрытие лаком с матовым или глянцевым эффектом.
Полировка и грунтовка.
Склейка отдельных деталей в крупногабаритных конструкциях, деталях с большим количеством узлов.
Стоимость работ рассчитывает менеджер компании, в зависимости от:
| Материал | Технология | Оборудование | Цена за см3, от |
|---|---|---|---|
| Полиамид PA2200 | SLS | Fortus 400mc | 85 руб |
| Полиамид PA2200 | SLS | SinterStation 2500Plus | 70 руб |
| Стеклонаполненный полиамид PA3200GF | SLS | EOS Formiga p100 | 90 руб |
Наша команда профессионалов, с накопленным опытом и необходимыми знаниями, воплотит в реальность разносторонние проекты заказчиков. Наши специалисты проведут информативную консультацию и помогут с выбором оптимальных вариантов.
 FORMIGA P100 – компактная система для трехмерного моделирования посредством технологии лазерного спекания, которая относится к профессиональному классу 3D-принтеров. Установка работает на программном обеспечении от Windows и использует в качестве 3D-образцов систему проектирования CAD. Созданная компанией EOS FORMIGA P100 прекрасно справится с огромным количеством задач быстрого прототипирования и подойдет малому и среднему бизнесу для создания пластиковых изделий в единичных экземплярах или небольшими партиями. Материал
FORMIGA P100 – компактная система для трехмерного моделирования посредством технологии лазерного спекания, которая относится к профессиональному классу 3D-принтеров. Установка работает на программном обеспечении от Windows и использует в качестве 3D-образцов систему проектирования CAD. Созданная компанией EOS FORMIGA P100 прекрасно справится с огромным количеством задач быстрого прототипирования и подойдет малому и среднему бизнесу для создания пластиковых изделий в единичных экземплярах или небольшими партиями. Материал
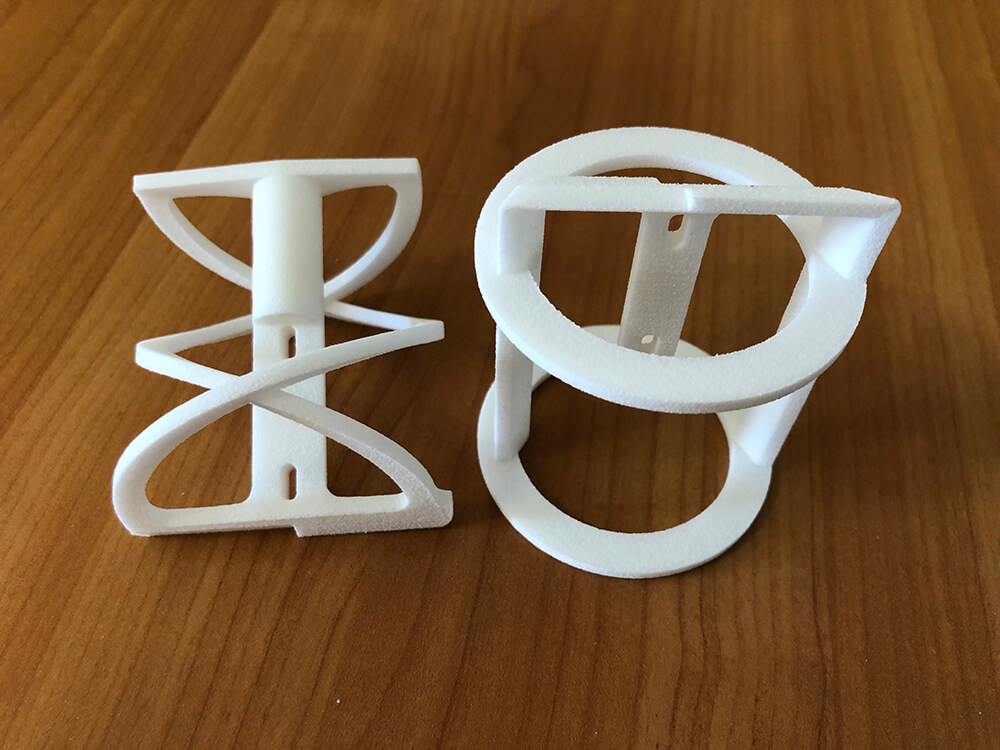
Для печати FORMIGA P100 использует термопластичные синтетические материалы полистирол и полиамид. Готовые изделия имеют высокую прочность и качество, легко поддаются обработке (шлифовке, склейке и т. д.). FORMIGA P100 отлично справляется с печатью изделий со сложной геометрией и мелкими деталями всего за несколько часов.
Технические данные EOS Formiga p100 |
|
| Рабочая зона | 381 мм x 330 мм x 457 мм |
| Скорость построения | до 20 мм высоты/час (зависит от материала) |
| Толщина слоя обычно | 0,1 мм (зависит от материала) |
| Структура поддержек | не требуются |
| Тип лазера | CO2, 30 Вт |
| Оптическая система | F-theta-линза |
| Скорость сканирования | до 5 м/с |
| Источник питания | 16 A |
| Потребляемая мощность | максимум 5 кВт / в среднем 1,4 кВт |
| Генератор азота | встроенный |
| Подвод сжатого воздуха | минимум 6000 гПа; 10 м 3 /ч |
| Размеры (Д x Г x В) Установка с контейнерами и сенсорным экраном | 1320 мм x 1067 мм x 2204 мм |
| Рекоменд. пространство для установки | 3,2 м x 3,5 м x 3 м |
| Вес примерно | 600 кг |
| Станция очистки порошка | 1200 мм x 700 мм x 1500 мм |
| Станция смешивания порошка | 700 мм x 500 мм x 1000 мм |
| Подготовка данных | ПК с актуальной операционной системой Windows |
| ПО | EOS RP Tools; Magics RP (Materialise) |
Полиамид PA 2200 |
|
| Средний размер гранул | ISO 13320-11 56м |
| Объемная плотность | EN ISO 60 0.45 г/см3 |
| Плотность готовой детали | методика EOS 0.93 г/см3 |
| Механические свойства деталей | |
| Модуль растяжения | EN ISO 527 1700 МПа |
| Предельная прочность на разрыв | EN ISO 527 48 МПа |
| Относительное удлинение при разрыве | EN ISO 527 24% |
| Модуль изгиба | EN ISO 178 1500 МПа |
| Предел прочности на изгиб | EN ISO 178 58 МПа |
| Ударная вязкость по Шарпи | EN ISO 179 53 кДж/м2 |
| Ударная вязкость по Шарпи с надрезом | EN ISO 179 4.8±0.3 кДж/м2 |
| Ударная вязкость по Изод | EN ISO 180 32.8±3.4 кДж/м2 |
| Ударная вязкость по Изод с надрезом | EN ISO 180 4.4±0.4 кДж/м2 |
| Твёрдость по Бринеллю (шарик) | EN ISO 2039 78 Н/мм2 |
| Твердость по Шору D | DIN 53505 75 |
| Термические свойства деталей | |
| Температура плавления | EN ISO 11357-1 172-180°С |
| Температура размягчения по Вика B/50 | EN ISO 306 163°С |
| Температура размягчения по Вика А/50 | EN ISO 306 181°С |
Стеклонаполненный полиамид PA3200GF |
|
| Средний размер гранул | ISO 13320-11 57м |
| Объемная плотность | EN ISO 60 0.63 г/см3 |
| Плотность готовой детали | методика EOS 1.22 г/см3 |
| Механические свойства деталей | |
| Модуль растяжения | EN ISO 527 3200 МПа |
| Предельная прочность на разрыв | EN ISO 527 51 МПа |
| Относительное удлинение при разрыве | EN ISO 527 9% |
| Модуль изгиба | EN ISO 178 2900МПа |
| Предел прочности на изгиб | EN ISO 178 73МПа |
| Ударная вязкость по Шарпи | EN ISO 179 35 кДж/м2 |
| Ударная вязкость по Шарпи с надрезом | EN ISO 179 5.4 кДж/м2 |
| Ударная вязкость по Изод | EN ISO 180 21.3 кДж/м2 |
| Ударная вязкость по Изод с надрезом | EN ISO 180 4.2 кДж/м2 |
| Твёрдость по Бринеллю (шарик) | EN ISO 2039 98 Н/мм2 |
| Твердость по Шору D | ISO 868 80 |
| Термические свойства деталей | |
| Температура плавления | ISO 11357-1 172-180°С |
| Теплостойкость при изгибе | ASTM D648 350°F |
| Температура размягчения по Вика B/50 | EN ISO 306 166°С |
| Температура размягчения по Вика А/50 | EN ISO 306 179°С |